Ремонт и замена гильз блока цилиндров
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (рис. 51) и расточите до ближайшего ремонтного размера поршня (см. табл. 5) с допуском на обработку +0,06 мм.
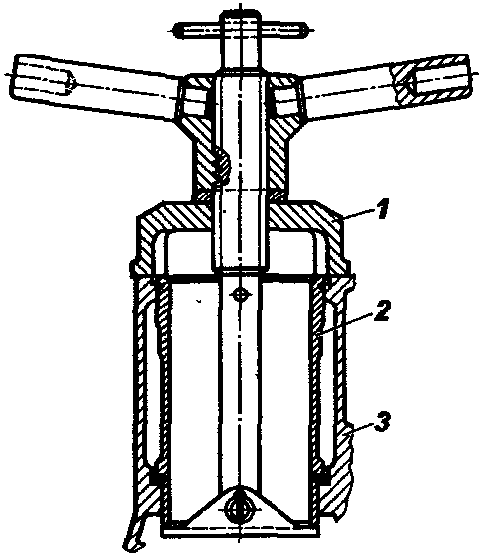
Рис. 51. Съемник для выпрессовки гильзы из блока цилиндров: 1 - съемник; 2 - шльза; 3 - блок цилиндров
Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров. Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении.
После обработки зеркало цилиндра гильзы должно иметь следующие отклонения:
- Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы.
- Бочкообразность и корсетность - не более 0,08 мм.
- Биение зеркала цилиндра относительно посадочных пояска в диаметром 100 и 108 мм не более 0,01 мм.
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 52).
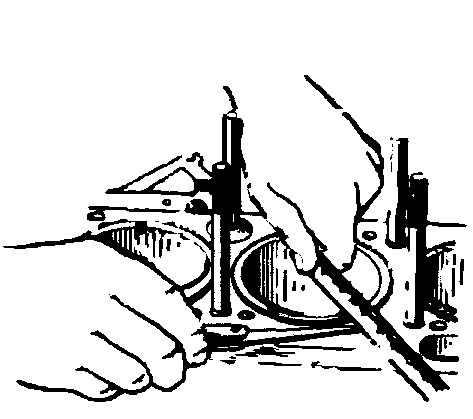
Рис. 52. Замер выступания гильзы над плоскостью блока
Величина выступания должна быть 0,005 - 0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита, кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на рис. 53.
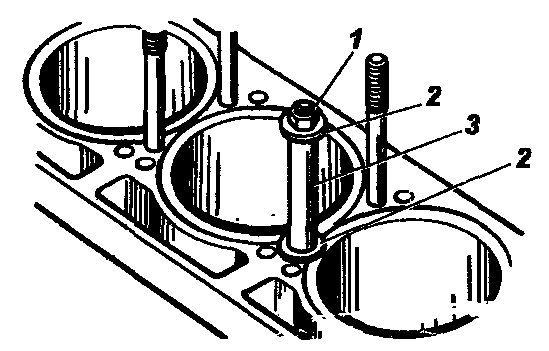
Рис. 53. Прижим для гильз: 1 - гайка; 2 - шайба; 3 - втулка
Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта