Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
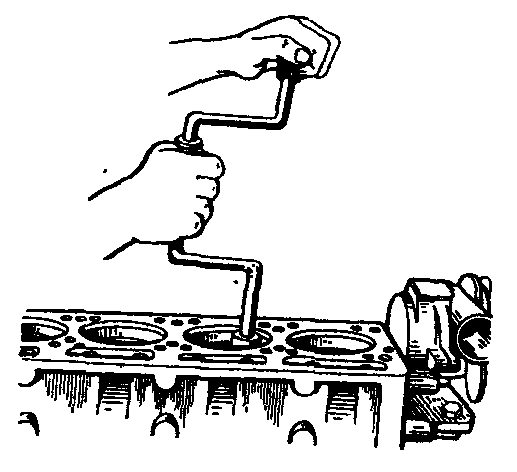
рис.68. Притирка клапанов
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30' к рабочей поверхности шлифовального камня. Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
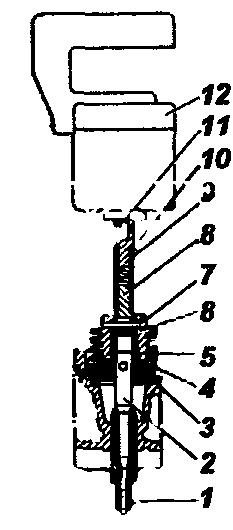
рис.69. Приспособление для шлифовки седел клапанов: 1-разрезная втулка; 2-оправка; 3-шлифовальный круг; 4-свинцовая шайба; 5-направляющая втулка; 6-корпус головки; 7-штифт; 8-поводок; 9-наконечник; 10-гибкий вал; 11-вал электродвигателя; 12-электродвигатель
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.70.
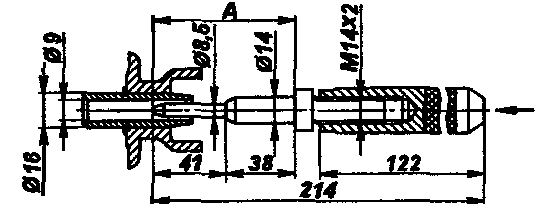
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта