Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части, поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4-4-2.5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна. Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском -0,003 +0,007 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25-0,003+0,007 мм или под палец ремонтного размера до диаметра 25,20-0,003+0,07 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть 168 ±0,05 мм (175±0,05 мм для двигателей модели 4218); допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должна превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 60). Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
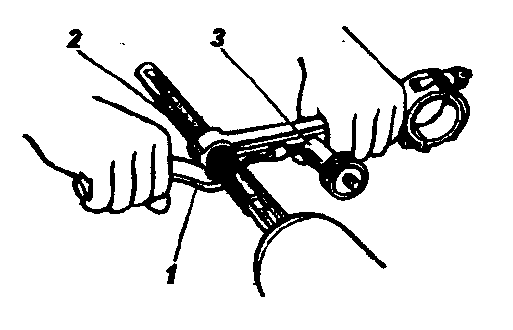
Рис. 60. Доводка отверстия в верхней головке шатуна: 1-державка; 2-шлифовальная головка; 3-зажим
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта